Schweißverfahren MIG/MAG für das beste Stahl- und Edelstahl-Schweißen aller Zeiten
Wir liefern Fortschritt: Innovative Schweißprozesse von EWM
Als ein Technologieführer forschen und entwickeln wir seit Jahrzehnten, um Schweißen für unsere Kunden noch einfacher, wirtschaftlicher und vor allem ergebnissicherer zu machen. Dabei untersuchen und analysieren wir das komplexe Zusammenspiel der einzelnen Komponenten und Parameter und optimieren so den gesamten Schweißprozess.
forceArc puls
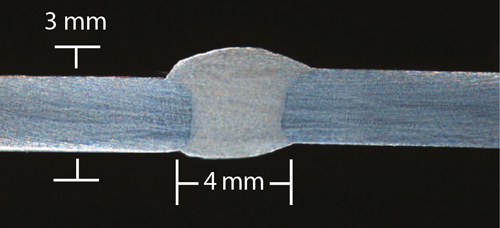
forceArc puls® ist ein MIG/MAG-Schweißverfahren mit einem wärmeminimierten Impulslichtbogen. Leicht handhabbar und für den ganzen Leistungsbereich zum Schweißen von un-, niedrig- und hochlegierten Werkstoffen geeignet.
Er zeichnet sich durch eine hervorragende Spaltüberbrückung sogar im hohen Leistungsbereich aus und ermöglicht kontrolliertes Schweißen bei bis zu 4 mm veränderlichem Luftspalt.
forceArc puls® – für das beste Stahl- und Edelstahl-Schweißen aller Zeiten mit unglaublicher Kostenersparnis!
Vorteile:
Höhere Schweißgeschwindigkeit
- Symmetrische Nahtausbildung und maximal mögliche Nahtdicke (a-Maß) bei Kehlnähten
- Ausgezeichnete Benetzung
- Tiefer, konzentrierter Einbrand mit sicherer Wurzelerfassung
- Minimierung von Nacharbeit
- Auch bei Blechen mit verzunderter oder stark verunreinigter Oberfläche
- Geringe Belastung des Schweißers am Arbeitsplatz
- Weniger Schweißrauch
- Leises, angenehmes Lichtbogengeräusch
- Leicht zu führen (hervorragende Benetzung)

Bis zu
30%
Gesamtkosteneinsparung*
durch die Reduzierung von Material- und Energieverbrauch sowie Verkürzung der Produktionszeit
Bis zu
15%
niedrigere
Wärmeeinbringung*
dadurch weniger Verzug, weniger Anlauffarben und weniger Nacharbeit
Bis zu
20%
höheres a-Maß*,
Symmetrische Nahtausbildung durch tiefen, konzentrierten Einbrand mit sicherer Wurzelerfassung
*Gegenüber Impulslichtbogen
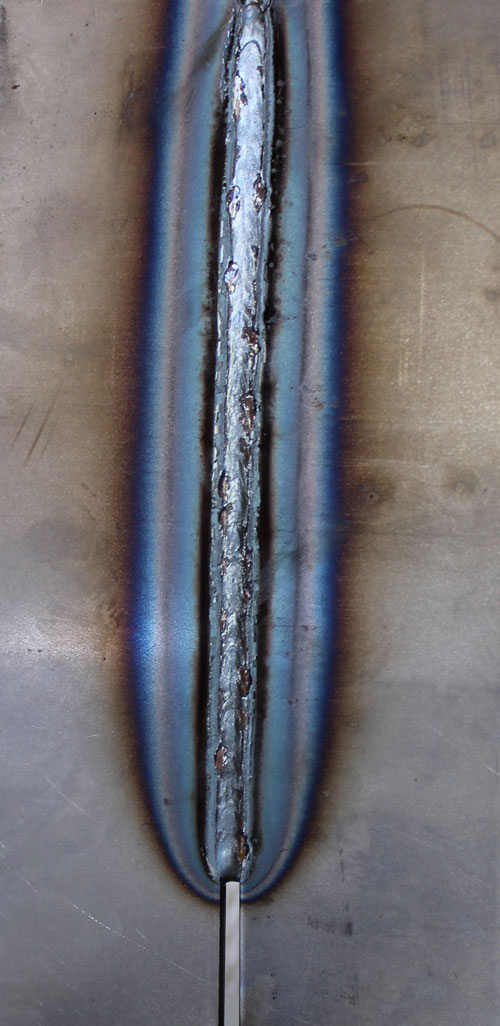
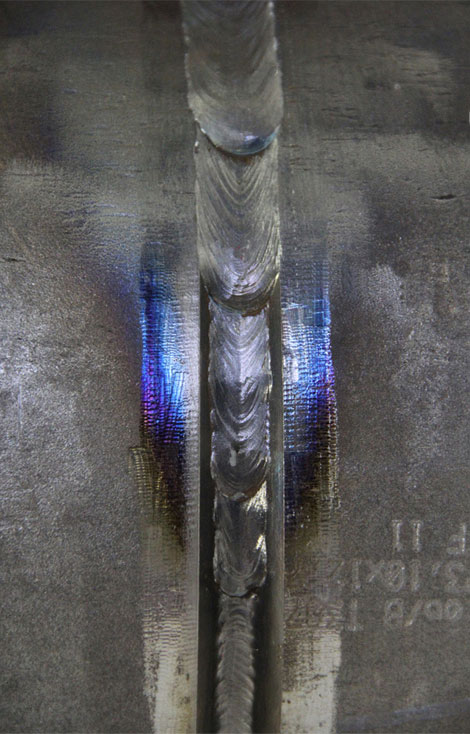
Edelstahl schweißen
forceArc puls® beim Schweißen von hochlegierten (CrNi) Stählen im Vergleich mit forceArc® und Impulslichtbogen

Das Schweißverfahren forceArc puls® hat im oberen Leistungsbereich eine bis zu 15% niedrigere Wärmeeinbringung im Vergleich zu Impuls. Das führt zu weniger Anlauffarben und weniger Verzug im Bauteil.
Weitere Vorteile:- Minimierte Streckenenergie
- Reduzierung von Verzug, Anlauffarben und Spannungen
- Weniger Nacharbeit (Richten, Schleifen, Putzen)
- Weniger Abbrand von Legierungselementen und dadurch höhere Korrosionsbeständigkeit
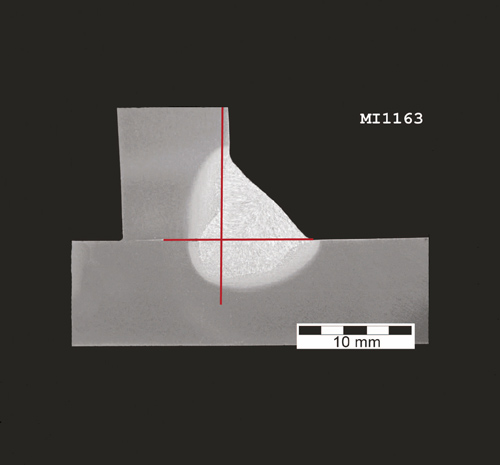
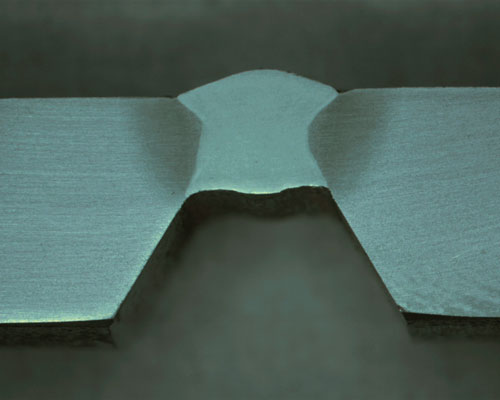
Vergleich von a-Maß und Einbrand bei forceArc puls®, forceArc® und Impulslichtbogen

forceArc puls® bildet eine symmetrische Kehlnaht aus. Das ist die Voraussetzung zum Erreichen des maximalen a-Maß bei gegebener Abschmelzleistung (DV).
Im Vergleich zum Impulslichtbogen ist ein um bis zu 20% höheres a-Maß möglich.
Umgekehrt bedeutet das, dass gegenüber einem Impulslichtbogenprozess bei identischem a-Maß eine bis zu 20% höhere Schweißgeschwindigkeit erreichbar ist.
Vs = 45 cm/min, a=4,8 mm

Vs = 60 cm/min, a=5,1 mm

Stahl schweißen

Ihre Vorteile
- Nahezu spritzerfrei
- Ausgezeichnetes Nahtaussehen
- Weniger Einbrandkerben, beste Benetzung der Flanken
- Unempfindlich gegenüber verschmutzten und verzunderten Oberflächen
- Symmetrische Schweißnaht
forceArc
Wirtschaflich schweißen, Kosten sparen
Wärmeminimierter, richtungsstabiler, druckvoller Lichtbogen mit tiefem Einbrand für den oberen Leistungsbereich. Un-, niedrig- und hochlegierte Stähle, sowie hochfeste Feinkornstähle.
Tiefer Einbrand und damit
Reduzierung des a-Maßes
bzw. Querschnittes
Schnelle Ausregelung
von Stickoutlängenänderungen
Besonders vorteilhaft bei
sehr engen Fugen und Kehlnähten

- Kleinerer Nahtöffnungswinkel durch tiefen Einbrand und richtungsstabilen Lichtbogen
- Reduzierung der Lagen
- Weniger Verzug durch wärmeminimierten, konzentrierten Lichtbogen
- Hervorragende Wurzel- und Flankenerfassung
- Perfektes Schweißen auch mit sehr langen Drahtenden (Stickout)
- Reduzierung von Einbrandkerben
- Nahezu spritzerfrei
- Besonders vorteilhaft, z.B. bei dynamischen Kehlnähten
- belasteten Bauteilen für, z.B. tragende Teile für Brücken
- Waggonbau und Stahlkonstruktionen
- Un-, niedrig- und hochlegierte Stähle sowie hochfeste Feinkornstähle
- Manuelle und automatisierte Anwendungen
- Geschweißte Kehlnähte weißen größere Einbrandtiefe auf

Verfahrensvergleich forceArc / Standard-Sprühlichtbogen durch TWI
Stumpfnähte
geschweißt mit engen Öffnungswinkeln von
30° und 40°
erfüllen Anforderungen der
EN ISO 15614-1:2004
Durch
geringeres Nahtvolumen
Verkürzung der Schweißzeit um 50%
im Vergleich zum Standard-Sprühlichtbogenverfahren
Erfüllung der
Anforderungen der
EN ISO 156141:2004
bei Kehlnähten mit ausgeprägtem
Einbrandprofil ohne
Einbrandkerbe
forceArc / forceArc puls
- Kombination aus forceArc puls, forceArc und coldArc
- Wurzellage mit coldArc, Zwischenlagen mit forceArc und Decklagen mit forceArc puls
- Einsparung von Schweißlagen durch kleineren Öffnungswinkel
- Perfektes Zünden und Kraterfüllen mit forceArc puls, Schweißen mit forceArc
- Weniger Materialverzug durch geringere Wärmeeinbringung
- Geringere Zwischenlagentemperatur und minimierte Gefügeveränderung
- Besonders vorteilhaft, z.B. beim Schweißen von Feinkornbaustählen
- Reduzierte Winkelschrumpfung bei Kehlnähten

Blech: S 235; 20mm
Gas: M21 - ArC - 18
Draht: 1,2 mm G4Si1
Raupen: 4
Position: PC
Öffnungswinkel: 10°
Einseitig geschweißt, ohne Badsicherung
Kombination aus coldArc, forceArc und forceArc puls
Wirtschaftlich schweißen, Kosten sparen
- Gesamtkostenerspranis bis zu 60%
- Minimierte Schweißnahtvorbereitung
- Geringere Lagenanzahl
- Weniger Zusatzwerkstoff und Schutzgasverbrauch
- Geringere Schweißzeit
- Besonders vorteilhaft bei dynamisch belasteten Bauteilen

Blech: S 355; 30mm
Gas: M21 - ArC - 18
Draht: 1,2 mm G4Si1
Raupen: 11
Position: PB / PA
Öffnungswinkel: 25°
Einseitig geschweißt, ohne Badsicherung mit forceArc
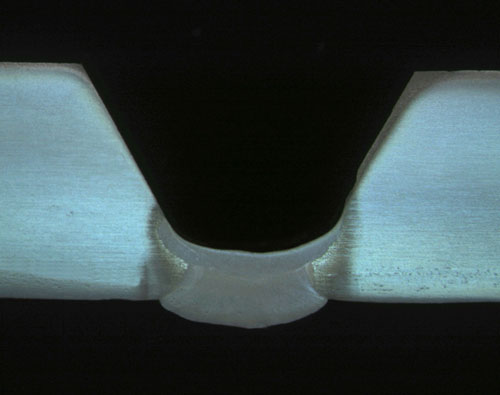
rootArc / rootArc puls
Der Lichtbogen mit optimaler Schmelzbadkontrolle
rootArc:
Perfekt modellierbarer Kurzlichtbogen zur mühelosen Spaltüberbrückung und Zwangslagenschweißung.
rootArc puls:
Die perfekte Ergänzung zum gezielten Wärmeeintrag für den höheren Leistungsbereich.
- Optimale Spritzerreduzierung im Vergleich zum Standard-Kurzlichtbogen
- Perfekt für Bleche ab 1 mm
- Optimal für Zwangslagen und Überkopf-Schweißen
- Energiereduzierter Kurzlichtbogen
- rootArc puls für Schweißen um Übergangsbereich sowie für Aufbau- und Decklagen
- Ausgezeichnetes, wärmeminimiertes Schweißen in steigenden Positionen (PF) durch rootArc - superPuls
- Sehr gute Wurzelausprägung und sichere Flankenerfassung
- Steignähte ohne Pendelbewegung
- Un- und niedriglegierte Stähle
- Manuelle und automatisierte Anwendungen

Mühelose Spaltüberbrückung in der Fallnaht
- Stabile, knackige Fallnaht ohne Verlauf der Schmelze
- Sehr gute Spaltüberbrückung
- Wärmereduzierter, spritzerarmer Lichtbogen
- Sehr gute Wurzelausprägung und sichere Flankenerfassung
rootArc / rootArc puls
- Wärmeeintrag, falls erforderlich, mit rootArc puls
- Wurzelschweißen mit rootArc: Mühelose Kontrolle des Schmelzbades
- Lagenaufbau und Decklage mit rootArc puls
- Leistungserweiterung für dicke Bleche mit rootArc puls
- Umschalten zwischen rootArc und rootArc puls durch Tippen des Brennertasters zum sicheren Überschweißen von Heftstellen
- Müheloses Beherrschen des Schmelzbades durch automatischen Wechsel zwischen rootArc und rootArc puls durch Einschalten von superPuls
- Einfaches und schnelles Schweißen von Steignähten durch automatischen Wechsel zwischen rootArc und rootArc puls durch Einschalten von superPuls
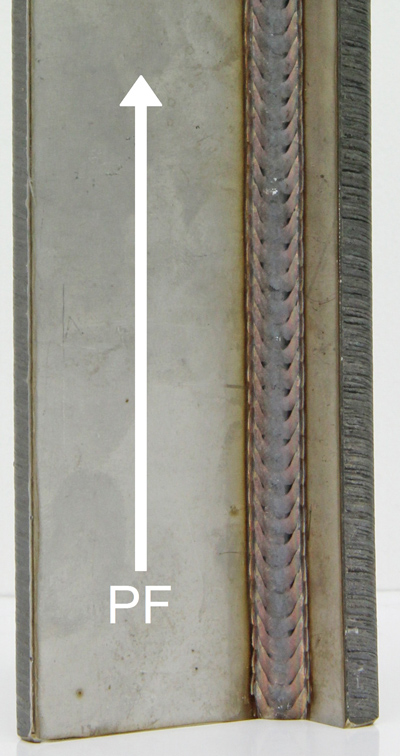
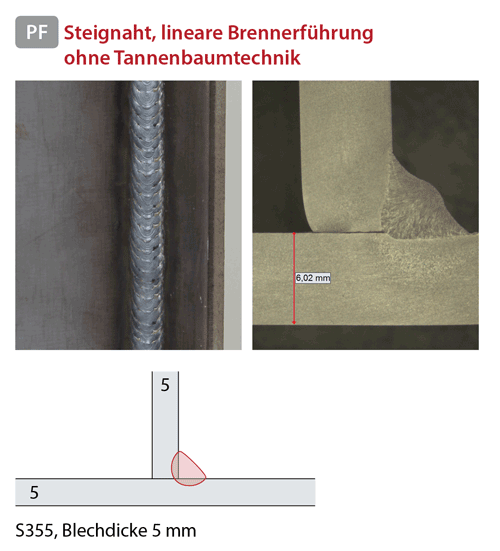
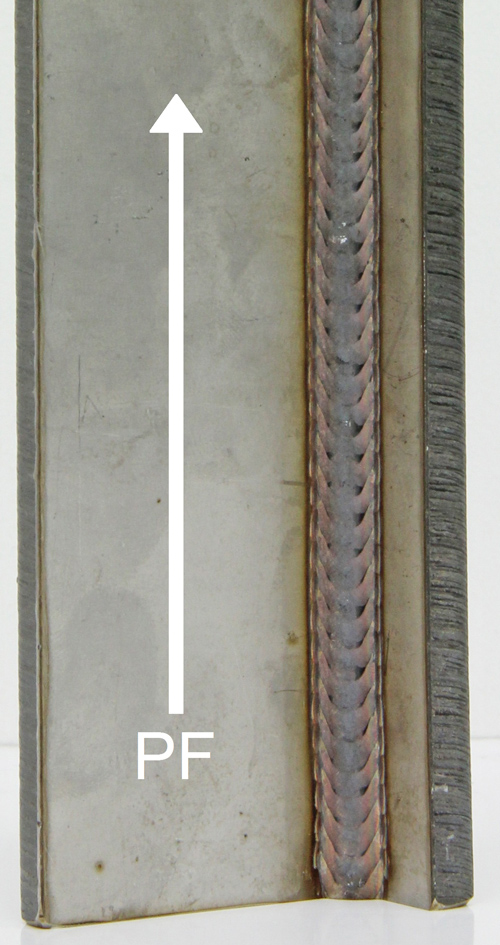
Steignaht - Schweißen in PF-Position
- Ausgezeichnetes Schweißen in Steignaht-Positionen (PF) mit rootArc - superPuls
- Sicheres Erfassen des Wurzelpunktes
- Kein Pendeln notwendig
- Gleichmäßige Schuppung für gute Nahtoptik
Ihre Vorteile
- Sicheres Kurzlichtbogenschweißen in allen Positionen
- Bestens geeignet für Steignähte (PF) ohne aufwendige "Tannenbaum-Technik"
- Sicheres und schnelles Wurzelschweißen in WIG-Qualität
- Müheloses Schweißen von Fallnähten und Überkopfnähten
- Bestens geeignet für CO2 und Mischgas
- Energiereduzierter Kurzlichtbogen zur mühelosen Spaltbeherrschung
- Spritzerarmer, digital-kontrollierter Werkstoffübergang
- Perfekt für Belche ab 1 mm
- Sehr gut für Stumpf- und Überlappnähte
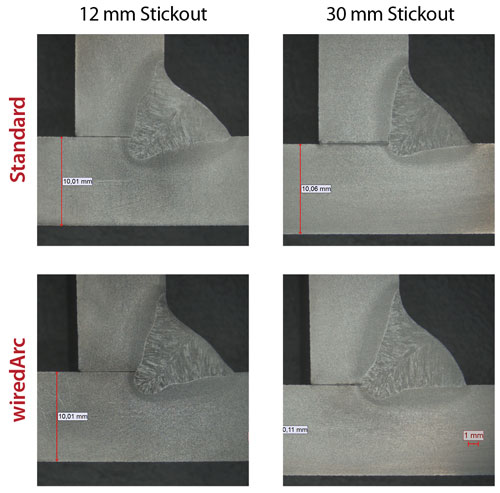
wiredArc / wiredArc puls
Schweißen mit konstantem Einbrand
Mit dem EWM wiredArc bleibt der Einbrand bei einer Änderung des freien Drahtendes (Stickout) konstant. Die innovative Regelung passt die Drahtvorschubgeschwindigkeit an und hält Schweißstrom und Spannung für eine gleichbleibende Wärmeeinbringung konstant.
- Konstanter Schweißstrom dank digitaler Prozessregelung
- Die Streckenenergie und Wärmeeinbringung bleiben nahezu konstant trotz Änderungen des freien Drahtendes
- Konstant hohe Einbrandtiefe unabhängig von der Änderung Stickouts
- Möglichkeit zur Reduzierung des Nahtöffnungswinkels und somit des Schweißnahtvolumens
Positionweld
Einfaches und sicheres Schweißen in Zwangspositionen
Kombinierte Prozessvariante für das Schweißen von un- bis hochlegiertem Stahl und Aluminiumlegierungen in Zwangspositionen
- Einfache Handhabe
- Sicherer Wurzelerfassung
- Keine Tannenbaumtechnik beim Steignahtschweißen mehr notwendig
Video
coldArc / coldArc puls
Schweißen und Löten in Vollendung
coldArc:
Wärmeminimierter, spritzearmer Kurzlichtbogen zum verzugarmen Schweißen und Löten sowie zum Wurzelschweißen mit hervorragender Spaltüberbrückung.
coldArc puls:
Die optimale Ergänzung für den höheren Leistungsbereich mit gezielter Wärmeeinbringung, dort wo Wärme benötigt wird.
- Weniger Verzug und reduzierte Anlauffarben durch minimierte Wärmeeinbringung
- Deutliche Spritzerreduzierung durch nahezu leistungslosen Werkstoffübergang
- Bestechende Prozessstabilität auch bei langen Schlauchpaketen ohne zusätzliche Fühlerleitungen
- Handelsübliche Brennersysteme, da der Werkstoffübergang verschleißfrei ohne Antrieb im Brenner erfolgt
- Einfaches Schweißen von Wurzellagen bei allen Blechdicken und in allen Positionen
- Perfekte Spaltüberbrückung auch bei wechselnden Spaltbreiten
- Ausgezeichnete Benetzung der Oberflächen beim Löten von Dünnblechen
- Minimale Nacharbeit, optimal auch für Sichtnähte durch spritzerarmen Prozess
- Un-, niedrig- und hochlegierte Stähle sowie Mischverbindungen auch für dünnste Bleche
- Löten von CrNi-Belchen mit CuAI8 / AIBz8
- Löten und Schweißen von beschichteten Blechen, z.B. CuSi, AISi und Zn
- Wurzelschweißungen an un-, niedrig- und hochlegierten Stählen sowie hochfesten Feinkornstählen
- CrNi-Sichtnähte im Dünnblechbereich

Minimierte
Wärmeeinbringung
Ideal
für Stumpf-, Überlapp- und Ecknähte, durch guter Beherrschung von
Zwangslagen
Bis zu
99%
weniger Spritzer
dadurch weniger Anlauffarben und Verzunderung durch minimierte
Wärmeeinflusszone

coldArc / coldArc puls
- Wärme, wo Wärme benötigt wird mit coldArc puls
- Wurzelschweißen mit coldArc: völlige Kontrolle des Tropfenüberganges, Minimierung von Bindefehlern
- Lagenaufbau und Decklagen mit coldArc puls
- Leistungserweiterung für dicke Bleche mit coldArc puls
- Perfektes Schweißen mit Übergangsbereich mit coldArc puls
- Umschalten zwischen coldArc und coldArc puls durch Tippen des Brennertasters zum sicheren Überschweißen von Heftstellen
- Einfaches Modellieren der Schmelze durch automatischen Wechsel zwischen coldArc und coldArc puls durch Zuschalten von superPuls
- Ausgezeichnetes und einfaches Schweißen in steigender Position durch automatischen Wechsel zwischen coldArc und coldArc puls durch Zuschalten von superPuls, ohne "Tannenbaum-Technik"
Einzigartige Spaltüberbrückung für Wurzellagen
- Perfekte Spaltüberbrückung auch bei wechselnder Spaltbreite mit coldArc
- Kein Durchfallen der Schmelze
- Sichere Flankenerfassung auch mit Kantenversatz
- Kein Durchstechen des Drahtes
- Wurzellagen bei allen Blechdicken in allen Positionen
- Lagenaufbau und Decklagen mit coldArc puls
pipeSolution
Druckvoller Lichtbogen zum schnellen, sicheren Schweißen mit und ohne Spalt in allen Positionen.
Absolut sicheres Wurzelschweißen
- Für alle Blechdicken
- Einsetzbar in allen Positionen für Bleche und Rohre
- Kein Durch- und Rückfallen der Schmelze
- Ausgezeichnete Wurzelausprägung
- Äußerst sichere Flankenerfassung
- Gute Beherrschbarkeit bei Zwangslagen
- Sichere Wurzellagen auch ohne Luftspalt
pipeSolution + Impuls
Kombination in einem Gerät
- Wurzelschweißung mit pipeSolution: stabile Grundlage für die Füll- und Decklagen
- Lagenaufbau mit Impuls: sichere Flankenerfassung in jeder Postition
- Hohe Sicherheit der Schweißnaht bei ausgezeichneter Qualität
- Wirtschaftliche Alternative zum WIG-Schweißen
Spritzerarmes MAG-Schweißen - Optimale Energie und Ressourceneffizienz
- Energieeinsparngen durch Invertertechnologie
- Lohnkostenreduzierung durch die höhere Schweißgeschwindigkeit
- Keine Badstützen mehr notwendig
pipeTruck - Praxisorientierte Orbital-Systemlösung zum automatisierten Schweißen
- Großes Kosteneinsparungspotential
- Ausgezeichnete, reproduzierbare Qualität
- Hohe Abschmelzleistung
- Lange Lichtbogenbrennzeiten
- Einfachste Bedienung
- Kurze Einrichtzeiten
- Für Wurzel-, Füll- und Decklagen mit oder ohne Luftspalt

